354 Просмотров

Если сталь обычно варят, то медь лучше паять. С пайкой меди при желании справится даже новичок, чего нельзя сказать про сварку. Пайка при низких температурах не портит структуру и практически не влияет на свойства металла, также необязательно приобретать дорогое оборудование, которое обычно сложно найти. Главное, паяльные соединения получаются надежными и термостойкими, что хорошо для отопления. Если захотеть, то можно своими руками выстроить водопровод, который прослужит долгие годы.


Виды медных труб
Трубы из меди могут быть отожженными и неотожженными.
- Отожженные трубы вторично нагревают до 700 градусов, именно это возвращает им эластичность. Такой вид труб более дорогой по сравнению с неотожженными. Из недостатков выделяют их ломкость, из-за нагрева стенки трубы становятся тоньше.
- Неотожженные медные трубы прочные и далеко не ломкие, но гибкими их назвать нельзя. При разводке такие трубы разрезают на небольшие куски и используют только совместно с фитингами.

Отожженые

Неотожженые
Технология
В процессе достигается герметизация поверхности между трубой и муфтой через припой (термопластическое вещество). Припой становится более жидким при высоких температурах и заполняет пространство между муфтой и трубой, тем самым связывая их.
Для таких работ мастера используют переносной пост для сварки. В его состав входят газовые баллоны, редукторы, соединительные рукава, горелка и резак. Сварочные посты нужны для работ, связанных с резкой, пайкой, металлоконструкцией. Обычно он необходим при высокотемпературной пайке, потому что высокотемпературная пайка требует специального оборудования, в том числе переносной пост. Однако если есть желание самим научиться паяльному делу и самостоятельно заниматься ремонтными работами, то такой пост нужно приобрести.
Кроме того, для самостоятельной пайки необходимо ознакомиться с ГОСТ 19249-73 «Соединения паяные. Основные типы и параметры». Стандарт устанавливает обязательные нормы каждого вида изделия, объясняет аббревиатуры, классифицирует соединения.
Материалы и инструменты
Для производства работ по пайке медных труб необходимы специальные инструменты и материалы.
- Горелка для пайки. Главный инструмент, без которого не обойтись. Лучше выбрать газосварочный аппарат с регулировкой пламени. Часто используется пропановая газовая горелка, обычно у нее есть режим экономии газа и его подачи. Пламя мягкое и не обжигает медь. Можно выделить ацетиленовые кислородные горелки, они надежно и прочно спаивают детали. Ацетиленокислородные горелки бывают либо одноразовые с баллоном. Горелка бывает портативная либо стационарная. В отдельных случаях можно использовать паяльник.


- Припой для пайки медных труб. При пайке можно использовать либо высокие температуры (пайка называется высокотемпературной), либо относительно невысокие (пайка называется низкотемпературной).
Существуют твердые и мягкие припои.
- Низкотемпературные припои те, у которых температура плавления меньше 300C. Предел прочности у них составляет 16-100 МПа. Такие припои позволяют выполнить работу при температуре, которая почти не влияет на характеристики меди. Практика показывает, что это дает менее прочные швы. Низкотемпературные используют для водоснабжения и отопления. Всем известно, что свинец негативно влияет на здоровье человека, поэтому существуют бессвинцовые припои. Используются они в конструкциях трубопровода питьевой воды. Бессвинцовый припой, по большей части, состоит из олова, остальное – примеси. Такой материал обходится недешево.
- Припои для высокотемпературной пайки обладают температурой плавления выше 300C и пределом прочности 100-500 МПа. А также плотностью шва, устойчивостью к высоким температурам. Но требуется большой опыт работы, у новичков же встречаются частые ожоги меди, этот металл легко пережечь. Офлюсованные припои хороши тем, что в их составе и на поверхности присутствует флюс. Использование дополнительного флюса не нужно даже для сложных конструкций.


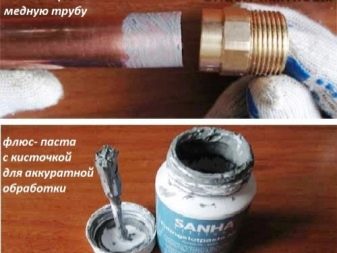
- Флюс. Это пастообразное вещество, наносят его на поверхность трубы и фитинга. Паста защищает от окисления меди. Следует отдавать предпочтение составам, где есть хлорид цинка. Существует множество вариантов флюса, он может быть во флаконе с кисточкой, но специалисты рекомендуют приобретать материал в виде пасты.
- Труборез. Инструмент для резки медных труб, одно из главных приспособлений. Все труборезы имеют похожую конструкцию и мало чем различаются. Труборезы отличаются друг от друга конструкцией, более длинные ручки у прибора дают возможность применять меньше усилий.
Компактные труборезы подходят для труб, которые необходимо отремонтировать, и они уже встроены в конструкцию, но справиться с труборезами небольших размеров гораздо сложнее.

Флюс

Труборез
- Труборасширитель. Инструмент для увеличения диаметра трубы, установки одной конструкции в другую.
- Фаскосниматель (кромкорез). Принадлежность, необходимая для зачистки поверхности и снятия фаски.
- Фитинги. Соединительные детали, имеющие разные назначения и размеры.
- Термопаста. Используют пасту для подогрева труб. Контакт и шов промазывают термопастой.
- Теплоотводящие пасты. Обеспечивают надежную защиту соединений от распайки, препятствуют изменению цвета материала в ходе эксплуатации.
- Щетки и ершики. Щеткой и ершиком убираются излишки флюса в ходе работы, очищают соединения.
- Щипцы для труб. В целях безопасности горячие, раскаленные трубы можно брать только щипцами.
- Защитные рукавицы. Когда паяют, плавится металл, который при любом неосторожном движении оставит ожог на вашей коже. Флюсы оставляют химические ожоги.

Фаскосниматель

Труборасширитель

Фитинги
Способы
Существует две технологии пайки медных труб.
- Низкотемпературная (используется мягкий припой) применяется в водопроводах или системах отопления. Среда, где применяется данная технология, должна иметь температуру не выше 110 градусов.
- Высокотемпературная пайка (твердый припой) применяется в системах с большой температурой и большим давлением. Используется преимущественно в промышленности.
Какой из двух способов выбрать – ваше лично дело. Но для высокотемпературной пайки нужна профессиональная горелка, которую найти в магазине не так легко, и стоит она немалых денег. При низкотемпературной допускается использование паяльной лампы или недорогой ручной горелки со сменным баллоном.


Пайка труб под азотом
Обработка азотом нужна для монтажа, а пайка медных труб без газообразного азота недопустима. Часто конструкции паяют жестким припоем, который позволяет при эксплуатации не беспокоиться о том, выдержит ли соединение высокую температуру. В процессе пайки жестким припоем медь нагревают до красного цвета металла, это оказывает отрицательное влияние на структуру самого материала. Образуется окалина на внутренней и наружней поверхности трубы. Окалина – остатки сгоревшей меди, которые образовались при ее нагревании. Стенки труб становятся значительно тоньше.
Азот не допускает истончение меди изнутри, а использование припоя не допускает разрушения меди снаружи. Пайка труб под азотом увеличит в разы срок службы системы.

Если вы решили использовать азот, то придерживайтесь следующих рекомендаций в работе:
- соедините магистраль с баллоном, в котором находится азот;
- затем произведите установку регулятора газа или ротаметра;
- редуктор азотного баллона отрегулируйте на минимальное давление азота, ротаметр устанавливают на скорость 5 м/мин;
- как только пайка окончена, по трубе пускается азот, делается это до того момента, пока труба полностью не остынет.

Пайка труб строительным феном
Возможна пайка труб строительным феном, если диаметр трубы небольшой. Манипуляции при этом методе схожи с применением горелки. С помощью такого соединения швы получаются очень прочными и выдерживают высокие температуры. У новичков при использовании этого способа неизбежны ожоги меди. Металл легко перегреть, именно из-за этого происходит разрыв материала.


Капиллярная пайка
Если у труб разнятся диаметры (разница не более 0,5 мм), используют метод капиллярной пайки. Спайка заполняет образовавшееся пространство между трубами. Нужно отметить, что как такового шва не получается, бесшовное соединение. Тогда используют твердые припои, их защитные функции лучше.
Индукционная пайка
Высокая частота тока способна оказывать благоприятное воздействие на металл. Индукционная пайка получила распространение из-за своей уникальности, работа этим методом проводится быстро, при этом материал не становится тоньше, а сохраняет свои качества.
Выявлены следующие плюсы:
- Тепло образуется в трубе без вмешательства извне;
- Все оборудование автоматизировано, устройства помогают получить желаемый результат с конкретными параметрами;
- Индукционная пайка проводится в вакууме, металл в данной среде защищен от коррозии;
- Экономия производственных ресурсов;
- Безопасность – при индукционной пайке не нужен пламя или газ, лишь нагревается конкретно шов.

Предварительная подготовка
Перед пайкой медных труб необходимо их подготовить.
Очистка поверхности
Качество связки припоя зависит от степени очищения спаиваемых поверхностей. Любые остатки каких-либо других веществ, грязи мешают проникать припою, уменьшают его текучесть. Все это приводит к тому, что вещество не распределяется равномерно, поверхность не полностью обработана припоем. Часто из-за этого не удается достичь качественной работы, и соединение выходит из строя.
Выделяют два способа очистки металла: химический и механический. Внешнюю часть трубы и внутреннюю часть фитинга очищают от оксидной пленки, грязи и примесей с помощью металлической щетки. Кроме этого, возможны варианты использования стальной шлифовальной шерсти или шкурки. После этого припой хорошо распределяется по поверхности.


Удобными в использовании являются очищающие салфетки на нейлоновой основе.
Значительный плюс, который отличает их от металлической щетки или шкурки, это то, что после очищения поверхности салфеткой не остается остатков очистки. После салфеток на нейлоновой основе на трубе не наблюдается крошек абразива или остатков стали.
Химический способ предполагает использование кислоты, которая реагирует с оксидами. Можно использовать флюс, который обезжиривает поверхность и активно борется с оксидами.


Использование флюса и сборка частей
На очищенную поверхность нужно нанести флюс. Он наносится на участок трубы, который будет соединяться фитингом или раструбом, хорошо распределите флюс на поверхности, чрезмерное количество флюса может негативно сказаться на соединении. Но также не стоит применять флюс с внутренней стороны фитинга. Регулируйте расход пасты.
После нанесения флюса нужно правильно соединить детали, чтобы избежать прилипания к поверхности посторонних частиц. Если пайка будет проводиться позднее, будет намного лучше, чтоб детали уже были собраны. Надо провернуть трубу до упора, тем самым проверив ее соединение и распределение флюса. После уберите остатки флюса заранее подготовленной для работы тканью. Соединение можно нагревать.

Для низкотемпературной пайки используют флюсы, в списке состава которых занимают не последнее место хлориды алюминия. Флюсы – опасные вещества, поэтому необходимо следить за тем, чтобы излишек не оставался на внешней части трубы. Такая невнимательность может привести к коррозии металла и протечке. После пайки вновь осмотрите поверхность, на ней будет немного флюса из-за теплового эффекта. Появившийся на трубе флюс нужно снова убрать.
При высокотемпературной пайке вместо флюса используют буру. Ее мешают с водой до густой консистенции каши. Можно использовать специальные пасты для высокотемпературной пайки. Если вы выбрали медно-фосфорный припой, то флюс к нему не нужно приобретать, он уже присутствует в составе. Лучше использовать комплект одного производителя, при этом согласовать это с видом пайки.

Раструбное утолщение
Для соединений в быту используют либо фитинги для пайки медных труб, либо раструбные утолщения.
Лучше выбрать вариант с раструбным утолщением, так нужно будет наложить лишь один шов на стыке труб.
- С торца детали обрабатываются вальцовочным труборезом. Срез должен быть ровным и строго перпендикулярным.
- С концов труб избавляются от фаски, пользуясь фаскоснимателем. Внутри и снаружи поверхности зачищаются.
- Один отрезок трубы зажимают в тисках, внутрь вставляют труборасширитель. Затем нужно осторожно расширить внутренний диаметр трубы, чтобы в нее поместился внешний диаметр второй трубы.
Перед ремонтными работами не забудьте убрать с конструкций пластиковые фрагменты, иначе они расплавятся и будут непригодны к использованию.


Этапы процесса
Рассмотрим процесс поэтапно для разных вариантов соединений.
Соединение при низкотемпературной пайке
Специалисты утверждают, что для такой работы нужно приобретать легкоплавкий припой и низкотемпературный флюс. Газовую горелку можно заправить смесью, в состав которой входят пропан, воздух или бутан.
Пламя нужно направлять строго по шву труб, перемещая по всей площади стыка. Это делается для равномерного нагревания всех участков. Не забывайте периодически промазывайте зазор припоем, постепенно он начнет плавиться. Как только пошло плавление, нужно отвести горелку, и вещество заполнит капиллярный зазор. Когда зазор полностью заполнился, деталям необходимо остыть в нормальных условиях, без перепада температур. Неостывшее соединение запрещается трогать.

В процессе важно не обжечь медь, это произойдет, если ее перегреть. Флюс может разрушиться, он не будет защищать металл от оксидов. Это, конечно, негативно скажется на эксплуатации системы.
Иногда не рекомендуется паять какие-либо изделия, в таких случаях отдают предпочтения сварке. Процесс практически ничем не отличается от паяния. Но перед тем как перейти к процессу сварки, ознакомьтесь с правилами техники безопасности и ходом работы. Вам понадобятся защитные очки.


Пайка высокотемпературного типа
Состав наполнителя газовой горелки меняется, теперь ее заполняют пропаном с кислородом или ацетиленом с воздухом. Разогрев не должен занимать много времени, устройство должно подавать синее пламя.
Пламя, как в случае с низкотемпературной пайкой, нужно подавать по всему стыку, меняя положение горелки. Когда металл разогреется примерно до 750 градусов, он станет темно-красного цвета. В этот момент нужно воспользоваться припоем, можно подогреть его горелкой. Однако припой в идеале должен нагреться от детали.

Изделию нужно сообщить такую температуру, при которой припой быстро расплавится и заполнит пространство между деталями. После полного заполнения нужно оставить конструкцию остывать.
Не оставляйте без внимания шов соединения и поверхность, обязательно уберите остатки флюса. Готовый трубопровод лучше промыть теплой водой, смыв излишки флюса и припоя.


Ремонт
Своими руками можно устранить возникшие неполадки в водопроводе или бытовой технике, например, холодильнике или сплит-системе.
Расслоение металла – часто встречающаяся проблема. В этом случае применяется высокотемпературная пайка, это значительно продлит срок службы системы. Нередкое явление – появление трещин на сгибах труб. Мастера рекомендуют применять низкотемпературную сварку.
Чтобы трещины не появлялись на изгибах, радиус самого изгиба должен быть не более 3,5 диаметра трубы при диаметре ниже 1,5.
В ремонте также перед началом работ необходимо очистить поверхности, иначе конструкция быстро выйдет из строя. При протечке фитинга придется вырезать эту часть трубы и впаять новую с новой муфтой. Если случилась поломка гайки или прокладки, то достаточно заменить только эту деталь.


Техника безопасности
Медь отличается высокой теплопроводностью, поэтому на руках обязательно должны быть рукавицы или перчатки, иначе ожога не избежать. Элементы берут только щипцами или защитными рукавицами.
Осторожно нужно применять флюс, следить, чтоб он не попал на тело. Иначе будет химический ожог. Если все-таки вещество попало на руки, нужно оставить работу и промыть место большим количеством мыльной воды.
Флюс медленно горит при нагреве, его пары токсичны, поэтому помещение, в котором осуществляются работы по пайке труб, должно хорошо проветриваться.

Обратите внимание на одежду, в которой собираетесь выполнять работы. Это не должна быть синтетика, потому что данный материал легко воспламеняемый. Лучше выбрать одежду из натурального хлопка.
Мастера советуют новичкам перед началом работы потренироваться на обрезках труб. Так, после пары тренировок результат будет намного лучше.


Причины дефектов
Процесс пайки не такой сложный, как кажется на первый взгляд. Но большинство продолжает допускать ошибки.
Рассмотрим самые распространенные.
- Дефекты на поверхностях труб, их частей, фитингов. Обратите внимание на поверхность трубы, фитингов. Из-за подобных повреждений впоследствии страдает качество шва.
- Грязь и остатки каких-либо материалов на трубах. После того как деталь обработали шкуркой или щеткой, эту часть нужно обязательно обработать обезжиривателем. Иначе остатки частиц помешают соединению.
- Плохой разогрев детали. Если плохо разогреть деталь, то припой не сплавится с поверхностью. При небольшой нагрузке произойдет расслоение по шву.


- Перегрев металла приводит к нарушению слоя флюса, нарушению его защитных функций. Появляются окиси и окалины.
- Преждевременная проверка соединения. Пока конструкция не остынет, ее нельзя трогать, иначе труба деформируется и будет непригодна к использованию.
- Игнорирование правил безопасности.
- Соединение труб со слишком большой разницей в диаметре. Разница в диаметрах труб должна быть не более 0,5 мм, иначе соединение будет непрочным и прослужит недолгий срок.
Мастер-класс по пайке медных труб смотрите ниже.